By sharing knowledge, experience and views in the field of forging technology, we help you understand, learn and apply relevant technologies.

Hulk Metal Forging Technology
Share technical experience
-
Home>
-
Blog>
-
Technology>
In-depth analysis of die forging process and technology development
20
2024.12

Die Forging, as one of the most important forming processes in modern manufacturing, is widely used in aerospace, automotive industry, petrochemical industry, and other fields. It is favored for its ability to produce high-strength and high-precision metal parts. By applying pressure to the die to plastically deform the metal billet, die forging achieves internal grain refinement of the metal, thereby improving the mechanical properties of the parts. This article will deeply explore the classification of die forging, the process characteristics and advantages and disadvantages of open die forging and closed die forging, and analyze its future development trend.
Classification of die forging
Die forging can be divided into the following categories according to process characteristics:
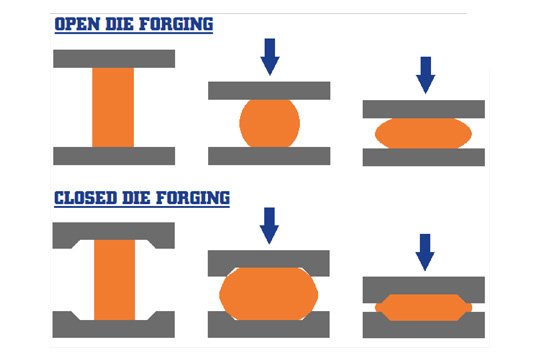
1. Open die forging: The workpiece is not completely wrapped in the die, and the metal flows freely in multiple directions, which is suitable for the production of large or simple-shaped parts.
2. Closed die forging: The workpiece is completely wrapped by the die, and the metal fills the shape of the die cavity by flowing. It is usually used to manufacture small and medium-sized parts with complex shapes.
3. Other types: such as ring rolling forging, which is used to produce ring-shaped parts.
Open die forging
Definition and characteristics
Open die forging, also known as free forging, refers to the gradual plastic deformation of metal billets under the action of forging hammers or presses without being completely restricted by the die. This process mainly relies on the operator's experience to control the size and shape of the workpiece and has high flexibility.
Process flow
1. Heating the billet: Heat the metal billet to a temperature suitable for forging (usually 800°C to 1200°C).
2. Operation of forging hammer or press: Gradually change the shape and size of the billet by repeated knocking or pressing.
3. Subsequent shaping: If necessary, finishing is performed to obtain a workpiece closer to the target size.
Advantages
1. Wide range of applications: Open die forging is suitable for the production of oversized, simple-shaped parts, such as shaft parts and ring parts.
2. Low tool cost: Since no complex molds are required, the tool manufacturing cost is low.
3. High process flexibility: It can process parts of various sizes and materials, especially suitable for small batch production.
Disadvantages
1. Low dimensional accuracy: The final size of the workpiece depends on the operator's experience, and the accuracy is difficult to control.
2. High labor intensity: The process requires a high technical level and physical strength of the operator.
3. High demand for subsequent processing: It is usually necessary to further improve the surface quality and dimensional accuracy of the parts through machining.
Closed die forging
Definition and characteristics
Closed die forging is to place the metal billet completely in the die cavity and apply pressure to make it flow plastically to fill the shape of the die cavity. This process is suitable for producing parts with high dimensional accuracy and complex shapes, especially in the automotive and aviation industries.
Process flow
1. Heating the billet: Similar to open die forging, the billet needs to be heated to a specific temperature.
2. Placing the billet: Place the billet between the upper and lower dies to ensure accurate positioning.
3. Apply pressure: Apply enough pressure through the press or forging hammer to fill the die cavity with metal.
4. Remove flash: If there is excess material (flash), it needs to be removed through secondary processing.
Advantages
1. High dimensional accuracy: Die control makes the workpiece size close to the finished product requirements and reduces the amount of subsequent processing.
2. Good surface quality: The workpiece surface quality is high, and suitable for parts with strict appearance requirements.
3. High production efficiency: Closed die forging is suitable for mass production, which is conducive to reducing the cost of each piece.
Disadvantages
1. High mold cost: The cost of designing and manufacturing complex molds is high, especially multi-step forging molds.
2. Not suitable for large workpieces: Closed die forging is limited by mold size and equipment capacity, and is not suitable for oversized parts.
3. Strict requirements on billet volume: The billet volume needs to be accurately calculated to avoid defects such as excess flash or incomplete cavity filling.
Comparison between open die forging and closed die forging
Main equipment
1. Forging hammer: Provides impact force for striking metal billets, commonly used in open die forging.
2. Press: Achieves plastic deformation of metal through stable pressure, and is the core equipment of closed die forging.
3. Heating furnace: Provides a high-temperature environment to enable the metal to reach a suitable forgeable state.
Auxiliary equipment
1. Lifting equipment: Helps to carry oversized billets, especially in open die forging.
2. Cooling system: used to control the cooling rate of the workpiece and avoid defects in heat treatment.
Application of modern technology
1. CNC technology: accurately control the pressure and forging steps through the CNC system to improve process consistency and accuracy.
2. Automated production line: combined with robotic technology, improve efficiency and reduce the risk of manual operation.
Quality control in die forging process
Common defects
1. Cracks: caused by too low forging temperature or internal defects of the metal.
2. Folding: uneven metal flow due to unreasonable cavity design or excessive billet volume.
3. Underfilling: incomplete shape of the workpiece due to insufficient cavity filling or insufficient pressure.
Detection method
1. Ultrasonic detection: use ultrasonic waves to detect internal defects, suitable for detecting cracks and pores.
2. Magnetic particle detection: detect surface defects through magnetic fields, mainly used to detect cracks.
3. Radiographic detection: use X-ray or gamma ray imaging, suitable for high-precision defect detection.
Quality control measures

1. Strictly control the heating temperature: ensure that the metal is in the best forgeable state to avoid overheating or underheating.
2. Accurately control forging parameters: optimize parameters such as pressure and speed to ensure uniform metal flow.
3. Regularly maintain equipment: reduce the impact of equipment failure on process stability.
As the core process for manufacturing high-performance metal parts, die forging occupies an important position in the manufacturing industry with its unique advantages and broad application prospects. Although open die forging and closed die forging have their own advantages and disadvantages, they are constantly improving efficiency and quality through the combination of modern technology. In the future, with the further development of new materials and intelligent technologies, the die forging process will usher in more innovations and provide more efficient and reliable solutions for industrial manufacturing.
Article Navigation
Others You Might Want to Know
Article Navigation
Industries
Foundries
Others Articles About Metal Forging
-

July.01, 2024
Difference between hot forging and cold forging
READ MORE
-
June.27, 2024
What are the advantages and disadvantages of the hot forging process?
READ MORE
-
January.18, 2024
Forging: What Is It? What Are The Different Types of Hot Forging?
READ MORE
-
November.29, 2024
What is steel forging?
READ MORE
-
July.30, 2024
What are the materials for hot forging?
READ MORE
-
July.03, 2024
What are the processes of hot forging?
READ MORE