By sharing knowledge, experience and views in the field of forging technology, we help you understand, learn and apply relevant technologies.

Hulk Metal Forging Technology
Share technical experience
-
Home>
-
Blog>
-
Technology>
What are the processes of hot forging?
03
2024.07

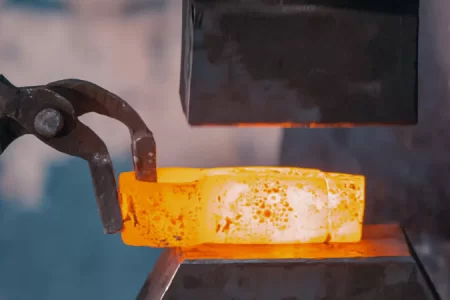
Hot forging is a method of plastically deforming metal materials using high temperatures, widely used to manufacture high-strength and high-toughness metal products. The hot forging process involves multiple steps, each critically affecting the final product quality. This article will provide a detailed introduction to each step of the hot forging process and delve into key techniques.
Process Flow
The hot forging process mainly includes the following steps: cutting, heating, forming, pre-forging, final forging, trimming and punching, correction, heat treatment, cleaning, correction, and inspection. These steps are introduced below.
Cutting
Cutting is the first step in the hot forging process, aimed at cutting the raw material into suitable blanks for forging. Common cutting methods include:
Sawing
Using a saw to cut the material to the required length, suitable for various metal materials.
Sharing
Using a shear machine for cutting, suitable for plates and strips.
Breaking
Breaking the material through mechanical force, commonly used for brittle materials.
Grinding wheel cutting
Using a high-speed rotating grinding wheel for cutting, suitable for harder materials.
Flame cutting
Using high-temperature flames to cut materials, is suitable for thicker materials.
Heating
Heating is a crucial step in hot forging, aimed at increasing the material's plasticity and toughness. The main heating methods are:
Flame heating: Using high-temperature flames generated by burning gases, suitable for large-sized workpieces.
Electric heating: Using resistance heat generated by electric current passing through the material, with the advantages of fast heating and uniform temperature.
Forming
Forming is the process of preliminarily shaping the heated material, usually using open-die forging or closed-die forging. Open-die forging is suitable for large-sized and complex-shaped forgings, while closed-die forging is suitable for mass production of small to medium-sized forgings.
Pre-Forging
Pre-forging further shapes the formed material to improve its internal structure and mechanical properties. Pre-forging usually uses die forging to ensure the size and shape of the forging are close to the final product.
Final Forging
Final forging is the process of giving the pre-forged material its final shape, ensuring dimensional accuracy and surface quality. Final forging is usually performed on precision forging equipment, requiring high operational accuracy.
Trimming and Punching
Trimming and punching is the process of removing excess material from the forging and punching holes in it. This step usually uses special punching and shearing machines to ensure dimensional accuracy.
Correction
Correction is the process of adjusting the shape and size of the forging to ensure it meets design requirements. Correction usually combines mechanical and manual methods.
Heat Treatment
Heat treatment is a key step to improve the mechanical properties and internal structure of the forging. Common heat treatment methods include:
Full Annealing
Eliminates coarse and uneven structures and Widmanstätten patterns caused by forging, refines grains, removes residual stress, and reduces hardness.
Spheroidizing Annealing
Produces a spheroidized structure of carbides and ferrite, reducing hardness and making it easier to achieve a smooth machined surface and preventing deformation and cracks during subsequent quenching.
Isothermal Annealing
Shortening annealing time achieves uniform structure, and reduces hardness. It can also be used in large important forgings to diffuse hydrogen and prevent white spots.
Normalizing
Produces fine pearlite to improve the mechanical properties of the forging, suitable for machining.
Normalizing and High-Temperature Tempering
Relieves stress produced during normalizing cooling increases plasticity and toughness.
Quenching and Tempering: Achieves good overall mechanical properties in the forging.
Aluminum and copper alloys usually undergo annealing after forging to eliminate work hardening and stress and to improve plasticity.
Cleaning
Cleaning removes oxidation and impurities from the forging's surface, usually through sandblasting, pickling, and other methods. The cleaned forging surface is smooth, facilitating subsequent processing and inspection.
Correction
Another correction ensures that the forging has not deformed after cleaning and that its dimensions and shape meet design requirements.
Inspection
Inspection is the final step in the hot forging process, involving the detection of dimensions, shapes, surface quality, and internal defects to ensure the forging meets design and quality standards. Common inspection methods include visual inspection, dimensional measurement, and non-destructive testing.
Hot forging is a complex and precise manufacturing technology that produces high-quality metal forgings through a series of scientifically rational process steps. The process parameters and operating methods of each step significantly impact the final product's performance and quality. Therefore, in hot forging production, it is essential to strictly control each process step to ensure every procedure meets design requirements, thereby producing high-quality forgings that meet customer needs.
Article Navigation
Others You Might Want to Know
Article Navigation
Industries
Foundries
Others Articles About Metal Forging
-

July.01, 2024
Difference between hot forging and cold forging
READ MORE
-
June.27, 2024
What are the advantages and disadvantages of the hot forging process?
READ MORE
-
January.18, 2024
Forging: What Is It? What Are The Different Types of Hot Forging?
READ MORE
-
July.03, 2024
What are the processes of hot forging?
READ MORE